Recuit
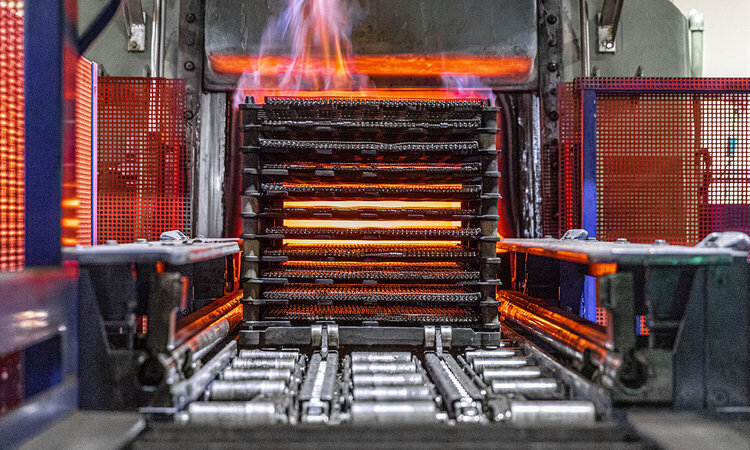
Les traitements de recuit sont réalisés pour ajuster les conditions de la structure ou pour réduire les tensions. Celles-ci ont généralement lieu sous atmosphère de gaz protecteur (par ex. azote). Le refroidissement est lent en général.
Recuit de stabilisation ou recuit de détente
Le recuit de stabilisation (450° - 650°C) permet de réduire considérablement les tensions dans la pièce sans que cela ait d’influence significative sur les autres propriétés. Des tensions internes sont générées aussi bien au niveau de la fabrication du matériau brut (par ex. lors du formage ou du redressage de longues tiges) que lors de la fabrication mécanique (tournage, fraisage, alésage, poinçonnage, emboutissage, etc.). La diminution de tension déforme les pièces, ce dont il convient de tenir compte au moyen de surépaisseurs d’usinage.
Ce traitement thermique est particulièrement recommandé pour les pièces complexes et précises, comme étape intermédiaire dans la fabrication (entre usinage grossier et usinage final) afin de réduire la déformation lors du traitement thermique suivant (par ex. trempe, nitruration, carbonitruration, etc.).
Détrempe
Cette opération de recuit (680 et 800°C) refaçonne les lamelles de cémentite en fines billes afin d’obtenir une bonne usinabilité et la plus grande déformabilité possible, et afin d’éviter une importante usure au niveau de l’outil de coupe.
Recuit de normalisation / Normalisation
Ce traitement (800 - 900°C) entraîne, grâce au double passage de la transformation α-γ, la transformation d’une structure irrégulière et à gros grain pouvant apparaître lors du processus de fabrication de l’acier en une structure ferrito-perlitique homogène et à grain fin.
Le recuit de normalisation est également un outil précieux, par exemple pour ré-affiner des aciers à gros grain ayant été surchauffés et donc pour en améliorer la ténacité ?.
Recuit de recristallisation
On entend par recuit de recristallisation le recuit (450 - 600°C) sans transition de phase, réalisé suite à une déformation (par ex. laminage à froid de la tôle, d’une bande, ou étirage à froid de fil métallique). Ce traitement a pour but de restituer à la structure son état d’origine, qui a été modifié par la déformation, par exemple lors de l’extrusion à froid. L’allongement de grain s’annule et les propriétés s’homogénéisent dans toutes les directions.
Recuit magnétique de fer doux / Recuit magnétique final
Les pièces utilisées dans les applications électriques et électroniques doivent générer des pertes d’énergie les plus faibles possible (c-à-d présenter une intensité de champ coercitive la plus petite possible). Ces propriétés sont obtenues par des traitements de recuit (800-950°C) dans une atmosphère ciblée et au moyen d’un refroidissement ajusté.